
Il Cercadifetti ad ultrasuoni “Flaw Detector” è uno strumento di misurazione utilizzato per analisi CND (controlli non distruttivi) sui materiali e sulle saldature. Gli elementi chiave sono composti da una unità elettronica dotata di un monitor grafico e un sensore di misurazione (Sonda). Questo particolare strumento adotta il principio di funzionamento mediante gli ultrasuoni e la sua applicazione consiste nella ricerca di difetti, discontinuità e imperfezioni, anche in profondità sui materiali e sulle saldature.
ATTENZIONE! Le impostazioni e settaggi da eseguire in un "Flaw Detector" sono molteplici e possono essere eseguiti solamente da personale competente, preparato e abilitato secondo la Normativa UNI EN ISO 9712:2022 (Prove non distruttive - Qualificazione e certificazione del personale addetto alle prove non distruttive), in grado di configurare lo strumento nel modo corretto e di interpretare i dati al fine di identificare con precisione la presenza di eventuali difetti.
La prima operazione consiste nell’impostazione dei parametri di base, vediamo alcune regolazioni da effettuare prima di ogni verifica:
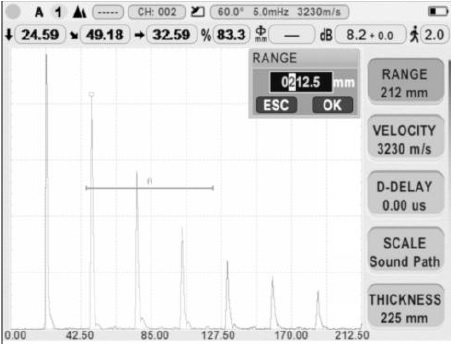
- Regolazione dell'intervallo di visualizzazione “Range”: Il campo di visualizzazione sullo schermo deve essere regolato in base al materiale da testare e alla sonda utilizzata. Tale operazione deve essere eseguita tramite l'uso di uno standard calibrato realizzato con lo stesso materiale del pezzo da testare.
- Impostazione della velocità degli ultrasuoni in funzione del materiale “VEL”: Lo strumento calcola tutte le indicazioni di portata e distanza sulla base del valore di velocità impostato, quindi questo parametro risulta decisivo per una valutazione accurata e di conseguenza deve essere regolato in modo preciso. Intervallo di velocità:100m/s~20000m/s
- Velocità per materiali di uso comune:
- 2260m/s - 0,089 in/μs Rame (onda orizzontale)
- 4700 m/s - 0,185 in/μs Rame (onda verticale)
- 3230 m/s - 0,127 in/μs Acciaio (onda orizzontale)
- 5920 m/s - 0,233 in/μs Acciaio (onda verticale)
- 3080 m/s - 0,121 in/μs Alluminio (onda orizzontale)
- 6300 m/s - 0,248 in/μs Alluminio (onda verticale)
- 2730 m/s - 0,107 in/μs Polimetilmetacrilato (onda verticale)
- Impostazione del ritardo di visualizzazione “D-DELAY”: Questa regolazione permette di scegliere se visualizzare il “Range impostato” (ad esempio 300 mm) partendo dalla superficie dell’oggetto testato o in una sezione che inizia in un punto successivo. Ciò consente di spostare l'intera visualizzazione dello schermo e di conseguenza anche il punto zero. Se invece si sceglie di iniziare dalla superficie dell'oggetto di prova, il valore in D-DELAY deve essere impostato su 0.
- Selezione e Impostazione della Sonda “Trasduttore”, elenchiamo le più importanti:
- Specificare la frequenza della sonda utilizzata
- Taratura della linea di ritardo della sonda
- Regolazione dell’angolo di incidenza sonda da 0° a 89° (0° per sonda dritta)
- Specifica della dimensione del cristallo piezoelettrico
- Selezione della modalità di misura:
SONDA SINGOLA “DRITTA” (STRAIGHT) - Per il funzionamento del trasduttore a raggio singolo rettilineo, indicate per misurazione dello spessore, rilevamento di difetti e cricche e caratterizzazione dei materiali. Ideali per campi di applicazione quali billette, forgiati, laminati, getti.
ANGOLATA (ANGLE) – ad onde trasversali, indicate per la ricerca di difetti non posizionati non paralleli alla superficie del pezzo, pratiche per il controllo di saldature con cordone sporgente non molato e allineato alla superficie. Ideali per campi di applicazione quali forgiati, saldature, rullati e tubazioni.
SONDA DOPPIA (DUAL) - Per l'utilizzo con sonde a doppio elemento
ATTRAVERSO (THRU) - Modalità di trasmissione passante
SONDA FOCALIZZATA (Creeping) - Per il funzionamento del trasduttore del raggio strisciante per difetti vicini alla superficie. Doppia a “onde creep” Ideali per campi di applicazione quali lamiere, piatti e tubazioni
SUPERFICIE (SURFACE)

La parte successiva consiste nella scelta della tecnica di misura che si suddivide in due macro categorie:
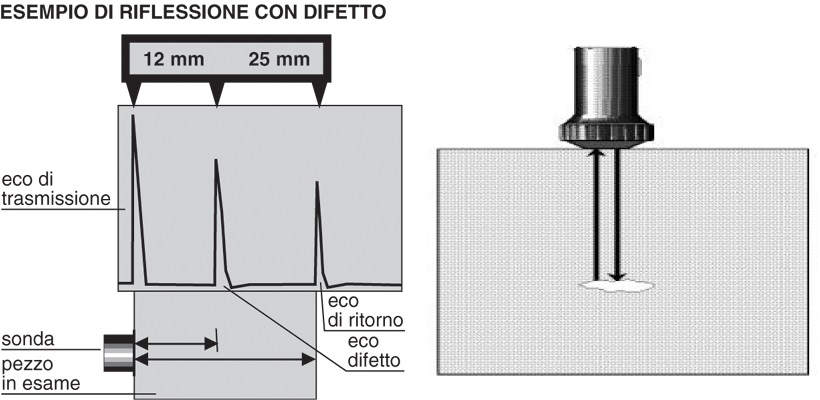
Tecnica della riflessione “pulse-echo” (eco-impulso)
Con questa tecnica, le onde ultrasoniche penetrano il pezzo e vengono riflesse dalle superfici che delimitano il componente stesso creando delle riflessioni sia dalla superficie opposta che dal difetto. Quando si riscontrano delle riflessioni interne (Eco) significa che sono presenti delle imperfezioni o anomalie che possono essere ricondotte a dei difetti. Se il particolare analizzato è privo di discontinuità allora il primo eco misurato corrisponderà allo spessore del materiale, il successivo picco corrisponderà al doppio dello spessore del materiale e via via così fino a quando l’onda non si sarà attenuata.
Tecnica della trasmissione (through-transmission)
Nel metodo in trasmissione viene esaminata esclusivamente l’onda che ha attraversato il corpo senza tenere conto degli Echi di riflessione. In questo caso vengono impiegate due sonde, una trasmittente posizionata sulla superficie superiore che emette le onde ultrasoniche e l’altra ricevente, posizionata sulla superficie a lato opposto che raccoglie le onde che hanno attraversato il pezzo.
Una volta collegata la sonda, selezionato la tecnica di misura appropriata e configurata correttamente come descritto precedentemente, si procede con la configurazione dei vari elementi e parametri di acquisizione.
Stiamo parlando di parametri di Settaggio atti a consentire una lettura accurata dei dati per una valutazione di tutti gli elementi che rappresentano di fatto la rilevazione e la definizione di qualsiasi imperfezione, difetto o anomalia riscontrata durante l’ispezione.
- Inserimento, definizione e posizionamento dei “GATE”
- Impostazione della modalità di rettifica. Radiofrequenza (RF) / Metà rettifica positiva / Metà rettifica negativa / Onda intera (Full Wave)
- Regolazione del guadagno (GAIN)
- Impostazione del livello di smorzamento (Damping)
- Impostazione del livello di energia dell'impulso (Pulse Energy level)
- Selezione dei differenti diagrammi di visualizzazione, Curva DAC/TGC (Distance Amplitude Curve,) e funzioni AVG/DGS

Queste ed altre regolazioni fondamentali per una corretta interpretazione dei dati
Per ulteriori approfondimenti ([email protected] - +39 0 445 492313)
Guida sui CND “Controlli non distruttivi”, scelta dei metodi e dei sistemi per il controllo difetti sui materiali e sulle saldature
RIEPILOGO ARTICOLI
- CND, cosa sono e dove si utilizzano
- Metodi CND: Esame visivo VT
- Metodi CND: liquidi penetranti, Test “PT”
- Metodo CND: Esame magnetoscopico MT
- Metodi CND: Esame con luce UV, faretto di Wood
- Metodi CND: Esame con il metodo degli ultrasuoni
- Metodi CND: Esame con il metodo delle radiografie RT
- Esami CND, Strumenti di supporto e misura
- Come funziona un Cercadifetti ad ultrasuoni?