Cosa sono i Controlli non distruttivi?
I CND rappresentano una serie di esami non distruttivi utilizzati per la rilevazione e identificazione di anomalie e imperfezioni di differente natura che generano delle discontinuità sul materiale del particolare sottoposto ad esame, senza in alcun modo creare alterazioni del campione o compromettere le proprietà meccaniche e fisiche dello stesso come invece accade nelle prove cosiddette distruttive. Nei CND, il particolare in esame rimarrà perfettamente integro e privo di qualsiasi alterazione o danneggiamento.
I controlli non distruttivi si suddividono in due macro categorie:
- Esami superficiali: Racchiudono una serie di prove (Esame visivo “VT”, liquidi penetranti “PT”, magnetoscopia “”MT”) in grado di identificare discontinuità superficiali e sub superficiali.
- Esami Volumetrici: Si tratta delle prove ad ultrasuoni “UT” e con radiografie “RT” in grado di identificare discontinuità e difetti sia in superficie che in profondità sull’intero volume del particolare sottoposto ad esame.

| Metodo | Verifica | Vantaggi/Svantaggi |
| (VT) Ispezione visiva ISO 17637 | Discontinuità superficiali per esempio cricche, crepe, deformazioni...visibili ad occhio umano | Esame economico che richiede però del personale qualificato e in grado di visionare in modo selettivo e accurato, solamente difetti affioranti in superficie e visibili ad occhio umano. |
| (PT) Liquidi penetranti ISO 3452-1 | Discontinuità superficiali dovute a cricche, crepe, porosità... di piccole dimensioni non visibili ad occhio umano identificate attraverso l’impiego di un liquido ad elevato coefficiente di penetrazione e un sviluppatore per l’evidenziazione | Esame semplice e veloce. In grado di evidenziare solamente difetti superficiali che affiorano in superficie |
| (MT) Particelle magnetiche ISO 17638 | Discontinuità superficiali e sub-superficiali di cricche, inclusioni, crepe… attraverso la variazione nel campo magnetico con l’utilizzo di speciali polveri magnetiche o liquidi | Esame adatto solamente su metalli ferrosi magnetici. In alcuni casi di esigenza particolare la superficie del pezzo in esame deve essere smagnetizzata dopo la verifica |
| (UT) Ultrasuoni ISO 17640 | Esame interno per la verifica di discontinuità, inclusioni, crepe o vuoti attraverso l’utilizzo degli ultrasuoni | Possono essere fatte verifiche su spessori elevati, disponibili differenti sonde con angolazioni diverse per esami complessi. Necessita di personale qualificato e preparato in grado di interpretare correttamente i segnali e riconoscere la presenza e l’entità del difetto. |
| (RT) Radiografia ISO 17636-1 e ISO 17636-2 (riferite a giunti saldati) | Esame interno estremamente accurato per la verifica di discontinuità, inclusioni o vuoti attraverso la variazione della densità del materiale | Necessita di personale altamente qualificato e preparato. L’impiego deve essere svolto in piena sicurezza definendo i parametri di utilizzo e di luogo con estrema attenzione |
Ni precedenti articoli abbiamo parlato dei CND superficiali, in questo daremo spazio alla seconda categoria, ossia delle prove non distruttive con l’impiego degli ultrasuoni e delle radiografie.
Due prove non distruttive, gli ultrasuoni e le radiografie
Metodo CND ad Ultrasuoni

Questo esame è applicabile a tutti i materiali ferrosi e consente di identificare con precisione difetti interni come cricche, inclusioni, porosità, errori di fusione e porosità attraverso la propagazione del suono (ultrasuoni) nel materiale, le onde sonore subiscono una alterazione del percorso dovute alle discontinuità e disomogeneità incontrate consentendo la rilevazione dei segnali che vengono visualizzati dallo strumento di verifica utilizzato (Cerca difetti ad ultrasuoni).
Questo metodo consente di penetrare il materiale in profondità anche ad elevato spessore ed è regolamentato dalla normativa ISO 17640, il personale che effettua queste verifiche deve essere preparato e qualificato attraverso dei corsi di formazione e abilitazione eseguiti da enti preposti. La difficoltà di interpretazione dei segnali forniti dall’apparecchiatura elettronica richiede una formazione adeguata anche in virtù dell’importanza di tale esame in termini di garanzia di sicurezza e qualità strutturale.
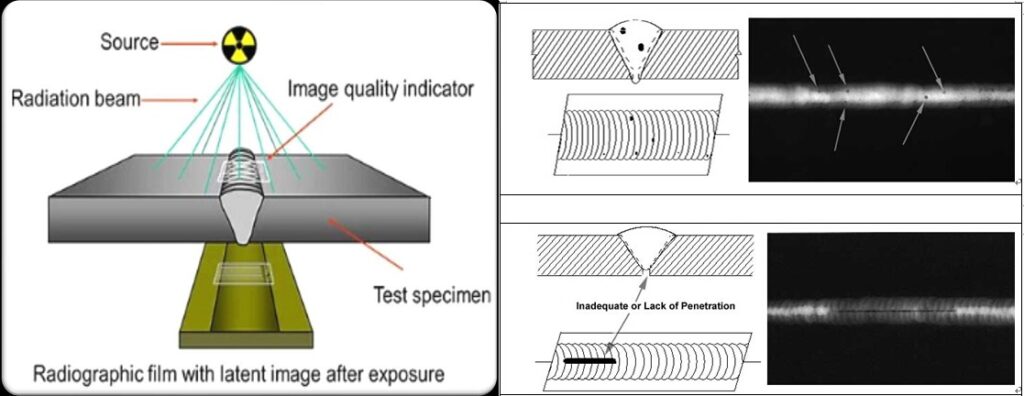
Metodo CND Radiografico

Rappresenta il metodo CND più importante nella verifica di discontinuità e difetti interni sui materiali e sulle saldature. Questa tecnica sfrutta i Raggi X che permettono di identificare con precisione ogni anomalia riscontrata e, cosa da non sottovalutare, forniscono una registrazione dettagliata dell’esito dell’esame radiografico attraverso delle lastre con visualizzazione immediata.
Questa verifica è applicabile in tutte le fasi del processo produttivo, grazie all’avanzata tecnologia di strumentazione disponibile, assicurando una elevata qualità nel processo di controllo del particolare e della struttura finita con notevoli vantaggi economici in termini di tempo e qualità del servizio. Come detto precedentemente, tutti questi esami, compreso le radiografie, non alterano in alcun modo la struttura chimico-fisica e le proprietà meccaniche del pezzo in esame.
Alcuni standard ISO internazionali che regolano l’esame a Raggi X:
- ISO 5579: Procedure e regole di base
- ISO 4993: Riferite ai requisiti generali per ispezioni radiografiche di getti di fusione di acciaio e ghisa mediante raggi
- ISO 17636: Riferita al controllo Radiografico dei Giunti Saldati
- ISO 10675-1: Definizione dei livelli di accettabilità nel controllo a raggi X
- ISO 11699 (1,2): Classificazione lastre per radiografia industriale
- ISO 14096 (1,2): Definisce la valutazione delle prestazioni del processo di digitalizzazione di lastre radiografiche
Nota: Considerato le caratteristiche dell’esame e la tipologia di strumentazione utilizzata, generalmente viene eseguito da società esterne qualificate attraverso personale preparato.
Ecco alcuni esempi di difetti rilevabili con gli esami CND volumetrici:
- Cricche
- Porosità (lineari o sferiche)
- Crepe e fratture
- Cavità o cavità da ritiro
- Vuoti interni
- Inclusioni metalliche, di ossido, di scoria o di altri materiali
- Mancanza di fusione
- Mancanza di penetrazione saldatura