
L'ispezione mediante ultrasuoni è uno dei metodi CND più diffusi per esaminare i materiali allo scopo di ricercare eventuali difetti superficiali o interni, misurarne lo spessore e rilevare la posizione e la dimensione delle difettosità, lo strumento utilizzato per questa applicazione è il "Cercadifetti ad ultrasuoni"
Funzionamento degli strumenti di misura a ultrasuoni
Gli strumenti a ultrasuoni sfruttano il principio di riflessione di segnali immessi all’interno di un materiale. L’immissione e la riflessione sono effettuate da un sensore, o sonda, posta sul materiale e collegata allo strumento mediante un cavetto. Il presupposto quindi per questo tipo di strumenti è che vi sia una superficie riflettente parallela a quella dove si appoggia la sonda. Per creare l'accoppiamento è necessario mettere del liquido tra la sonda e la superficie del materiale, in maniera da ottenere un ottimo appoggio e un buon segnale di ritorno. I liquidi di accoppiamento più usati sono olio, gel, acqua. Si usa acqua su superfici lisce e su spessori non elevati. Negli altri casi olio o gel, quest’ultimo preferito in quanto non sporca e non unge.

L'impostazione della velocità degli ultrasuoni negli strumenti di misura
Come accennato precedentemente, gli strumenti ad ultrasuoni vengono impiegati per misurare uno spessore o per ricercare difetti all’interno dei materiali. In entrambi i casi viene impostata o rilevata una velocità degli ultrasuoni, cioè il tempo che il segnale impiega a percorrere il pezzo e a ritornare in superficie. Questo dato varia da materiale a materiale ed è fondamentale per una corretta misura e impostazione dello strumento.
Di seguito riportiamo una tabella di massima con le velocità degli ultrasuoni relativa ai materiali più comuni.

Tipologie di sonde: sonde singole e sonde doppie
Esistono svariati tipi di sonde per le varie applicazioni. Per strumenti ricerca difetti normalmente si usano sonde singole (trasmettitore e ricevitore su un unico cristallo e quindi con un unico cavo). Mentre per applicazioni su superfici molto rugose, o verniciate, o in presenza di corrosione si utilizzano sonde doppie.

Le dimensioni delle sonde devono essere commisurate al controllo da effettuare. I diametri normalmente usati vanno da 1/8” fino a 1 – 2”. Sonda piccola più risoluta ma meno potente, sonda grossa più potente ma meno risoluta. La Frequenza è un altro elemento importante per la scelta di una sonda. Il campo di utilizzo va dai 500 KHz ai 20 MHz. Le alte frequenze (sopra i 10 MHz) sono per misure di spessori sottili, le medie frequenze per misure standard, le basse frequenze per misure di materiali di difficile penetrazione, per es. ghisa o altro. E’ bene tener presente che le sonde con bassa frequenza sono più potenti ma meno sensibili, quelle ad alta frequenza sono più sensibili ma meno potenti.
Esistono inoltre una serie di sonde angolate per controlli su saldature utilizzate per penetrare sul fianco della saldatura in maniera diretta o di rimbalzo (illustrate successivamente).
Applicazione degli strumenti ad ultrasuoni
Misura dello spessore
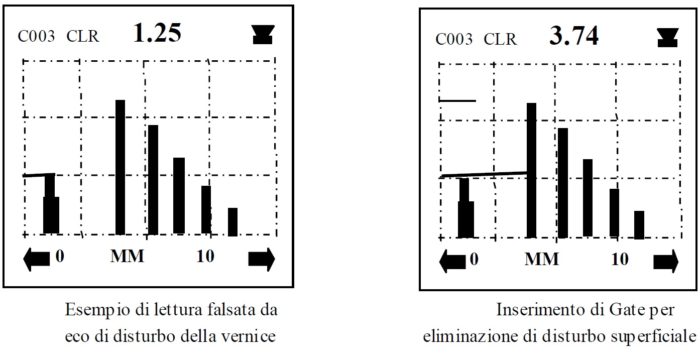
Una delle applicazioni per senza dubbio quella della misurazione dello spessore del materiale (Spessimetri ad ultrasuoni), una operazione molto semplice e veloce da eseguire. Talvolta misurando con strumenti a ultrasuoni su materiali verniciati si ottengono delle rilevazioni non corrette. A questo scopo viene utilizzata una particolare funzione "through paint", in grado di eliminare l’eco di disturbo dato dalla vernice.
Cercadifetti
La ricerca di difetti nei materiali ad ultrasuoni rappresenta una delle tecniche più usate per questo scopo, in alternativa vengono usate tecniche molto più complesse e costose come il controllo a raggi X o il sezionamento.
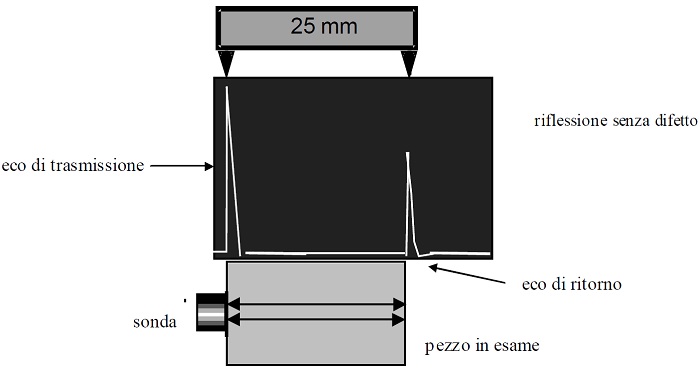
Gli strumenti a ultrasuoni sono dotati di schermo per la visualizzazione dei picchi di trasmissione e di ricezione del materiale in esame. Appoggiando una sonda su un pezzo integro si ottengono uno o più echi di ritorno del materiale come indicato in figura
In presenza di un difetto nel materiale oltre agli echi sopra descritti si ottiene un eco intermedio a distanza dall’eco di trasmissione esattamente proporzionale alla profondità del difetto
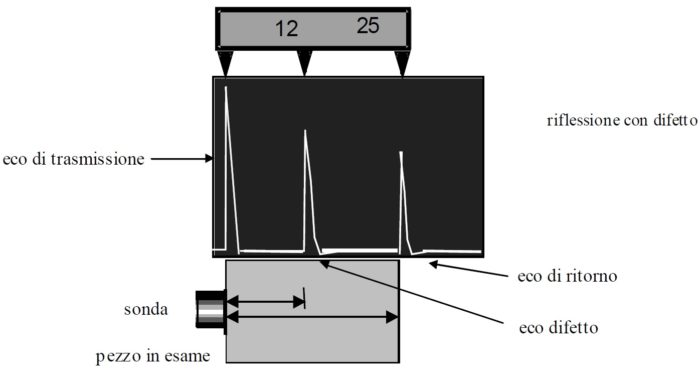
E’ possibile quindi, tarando opportunamente la scala dello schermo dello strumento, determinare esattamente la profondità del difetto, valutandone anche l’entità in funzione dell’ampiezza del picco ricevuto.
Controlli generici
Per tutti i controlli (salvo controlli su saldature) vengono utilizzate sonde dritte singole o doppie. Per casi in cui l’utilizzo sia frequente s’impiegano sonde con base d’appoggio intercambiabile da
sostituire una volta usurata. Se i controlli sono effettuati su vasta scala s’impiegano dei carrellini sui quali sono installati sia la sonda che il circuito di irrorazione del liquido di accoppiamento, per permettere un controllo veloce e preciso.
Talvolta sui materiali molto porosi, viene adottata la tecnica di valutazione dell’eco di fondo che consiste nel far scorrere la sonda sul materiale e vedere l’ampiezza verticale del picco di ritorno.
Più compatto è il materiale, più alto sarà il picco di ritorno.
Controlli su saldature
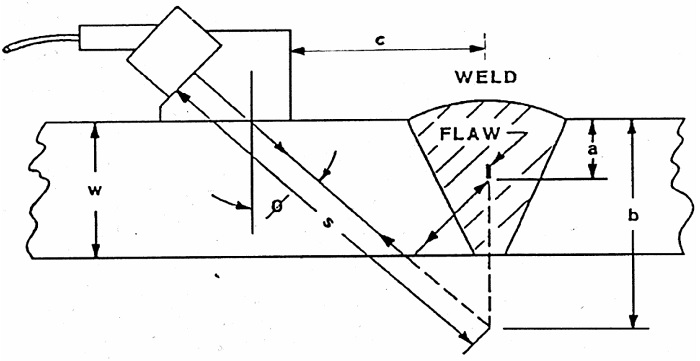
Le verifiche su saldature normalmente sono effettuate agendo di fianco alle stesse, data l’irregolarità della loro superficie. Si impiegano pertanto sonde angolate che immettono il fascio ad ultrasuoni nel materiale con una certa inclinazione rispetto alla direzione verticale. Questo permette ai segnali di colpire eventuali difetti agendo in diagonale oppure di rimbalzare sul fondo del
materiale, colpire la saldatura dal basso verso l’alto e ritornare incontrando eventuali difetti.
N.B. per riuscire ad avere una buona valutazione del controllo è bene operare su materiali di spessore superiore ai 5 mm
Vantaggi dell'utilizzo di strumenti ad ultrasuoni
- Elevata sensibilità e grande precisione nella determinazione della posizione dei difetti interni, nella valutazione della loro forma ed orientamento che permette di rilevare discontinuità molto piccole.
- Appoggia e misura, è sufficiente che una sola superficie del particolare sia accessibile per procedere alla verifica in modo rapido e veloce
- Non presenta pericoli di alcun genere, come nel caso di radiazioni eliminando qualsiasi effetto secondario sul personale e su altre apparecchiature poste nelle vicinanze
- Il tutto di dimensioni compatte e facilmente trasportabile
Alcuni accorgimenti nelle ispezioni mediante ultrasuoni
- Esclusa la semplice misura dello spessore, le operazioni di ricerca difetti richiedono grande attenzione ed esperienza del personale. Necessario effettuare un corso specifico per l'abilitazione all'utilizzo del CND
- La rugosità elevata superficiale può rappresentare una difficoltà nella verifica.
- E' indispensabile l'impiego di mezzi d'accoppiamento per facilitare la trasmissione degli ultrasuoni dal trasduttore al materiale da controllare